La fiche technique du mois #FTDM 11
La vis autotaraudeuse trilobulaire appartient à la famille des vis autoformeuses et se caractérise par la réalisation d’un taraudage sans formation de copeaux ou arrachement de matière.
Cette vis autotaraudeuse peut être privilégiée pour assembler les matières dites malléables, telles que les aciers utilisés à l’état recuit, les alliages d’aluminium, les alliages de cuivre et les fontes malléables.
La formation du taraudage s’effectue lors du montage de la fixation.
La méthode traditionnelle de montage se décompose en un perçage, un taraudage par usinage, l’enlèvement des copeaux et le vissage de la fixation.
La particularité du profil trilobé est la formation du taraudage par déformation grâce au filetage externe, les opérations précédentes de taraudage et d’enlèvement de copeaux sont supprimées.
Ainsi, l’installation d’une vis trilobée n’exige que deux opérations : une opération de perçage et le vissage de la fixation.
1 . LE FILETAGE
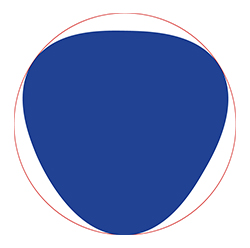
Figure 1: Profil trilobé du filetage inscrit dans le cercle du taraudage réalisé
La forme trilobée de la tige permet d’augmenter la contrainte en sommet de lobe lors du vissage (voir figure 1). Le filetage déforme alors les parois du trou de passage et taraude au pas de la fixation et au profil du filetage ISO en continu.
Il est alors possible, après démontage, d’utiliser une vis classique de même diamètre dont la tolérance du filetage est de 6g et dont le pas est équivalent.
Par ailleurs, ce procédé de taraudage génère une surface de contact importante entre la vis et les pièces à assembler, ce qui confère une résistance au dévissage si le montage est soumis à d’importantes vibrations extérieures.
Enfin, l’extrémité de la tige est filetée de telle sorte que l’entrée de la tige dans le trou de passage se fait progressivement.
2 . CARACTÉRISTIQUES MÉCANIQUES
Ces vis trilobées subissent un traitement de cémentation.
La dureté élevée en surface permet alors de réaliser le taraudage.
Cette couche superficielle très dure ne supporte en revanche pas les déformations élastiques du cœur de la tige.
Ces vis ne sont donc pas adaptées aux sollicitations dynamiques de traction dans les montages aciers, contrairement aux vis de classes de qualité 8.8, 10.9 et 12.9.
Il est possible avec cet état de surface d’assembler des matériaux dont la résistance mécanique est inférieure à 550-600 MPa. Dans le cas de l’acier, la longueur de filets en prise doit être sensiblement équivalente au diamètre de la vis.
3 . OPÉRATION DE MONTAGE (voir Figure 2)
Le comportement au vissage peut aider à optimiser l’assemblage sur le choix du type de vis, le diamètre de perçage et le couple de serrage.
Ce comportement se décompose en 4 phases :
- OA (Introduction de l’extrémité de la vis) : les démontages et remontages sont aléatoires, il est donc compliqué de retrouver le pas identique
- AB (Taraudage du trou lisse) : cette zone dépend de la profondeur à tarauder et doit rester constante. Si une augmentation du couple de taraudage CT est observée, un « foirage » surviendra dans cette zone
- BC (Accostage) : présente si le trou est débouchant
- CD (zone de serrage) : c’est dans cette zone que doit se trouver le couple de serrage moyen Cmoy . Au-delà du couple de serrage CR , la vis rompt ou un arrachement du taraudage surviendra.
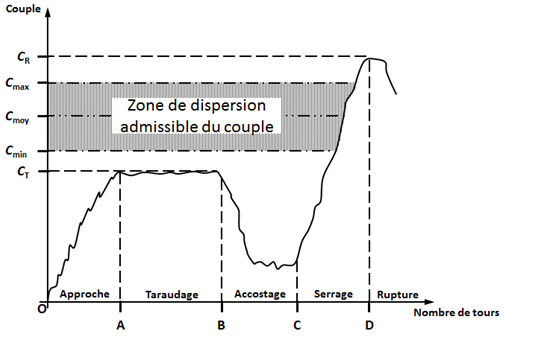
Figure 2: Évolution du couple en fonction du nombre de tours
4 . SÉLECTION DU MODE D’ENTRAÎNEMENT
L’empreinte Torx® est particulièrement bien adaptée pour ce type de vis.
En effet les efforts sont relativement importants lors du vissage, du fait des forces de frottements élevées, et l’éjection de l’outil ainsi que la détérioration de l’empreinte sont à craindre.
Ainsi, on évitera de sélectionner une empreinte cruciforme ou pozidrive pour réaliser ce type de montage, tout particulièrement dans les matériaux où la résistance mécanique est élevée.